大型鑄鋁件是一種將純鋁或鋁合金錠按標準的成份比例配制后,經過人工加熱將其變成鋁合金液體或熔融狀態后再通過的模具或相應工藝將鋁液或熔融狀態的鋁合金澆注進型腔,經冷卻形成所需要形狀鋁件的一種工藝方法。
鑄鋁所用的鋁稱為:鑄造鋁合金。
常用的鑄鋁方法有:砂鑄,壓鑄,低壓鑄造,鑄造,模鑄造等。
大型鋁鑄件工藝品是由鑄鋁件等材料加工制作而成的工藝品,鋁合金的熔點在 550-630 ℃ 之間,澆注溫度通常為650-750 ℃ 隨著溫度的不斷升高,鋁合金的吸氣及金屬的氧化也不斷增加,因此在熔煉過程中金屬液溫度不能大過800℃,同時要避免經常攪動,從而減少金屬液的氧化。鋁合金熔煉的裝料順序對確保快速熔化、減少元素燒損、提高熔爐的生產率有很大關系。
其原則是:
1、當用鋁徒和中間合金進行熔化時,首先裝入鋁,然后加入中間合金。
2、當用預制合金綻進行熔煉時,首先裝入預制合金鏈,然后補加所需數量的鋁和中間合金。
3、當爐料由囚爐料和鋁統組成時,首先熔化爐料中的那一部分。
4、當熔爐的容量足以同時裝入幾種爐料時,則應首先一起裝入熔點相近的成份。
5、容易燒損和低熔點的爐料,如鎂和鋅,應在后面加入。
6、在連續熔化時,坩堝內應剩余一部分鋁液,以加速下一爐的熔化。
7、采用覆蓋熔劑時,應在爐料開始熔化時加入熔劑。
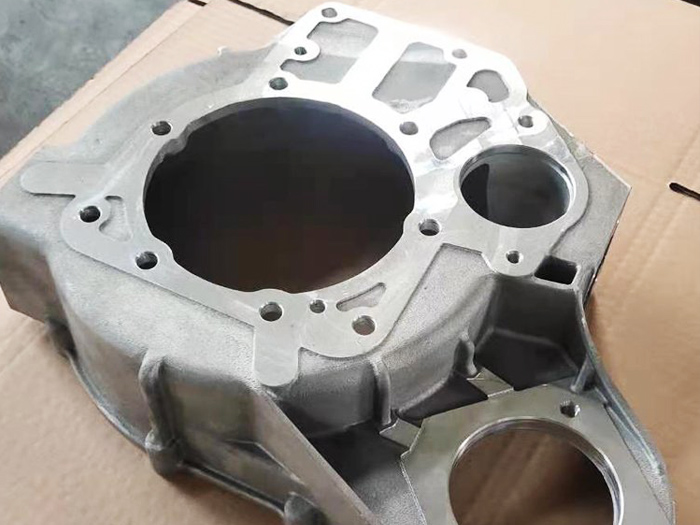
大型鑄鋁件在鑄造形成過程中,容易產生內部疏松、縮孔、氣孔等缺陷,這些含有缺陷的鑄件在經過機加工后,表面致密層部件被去掉而使內部的組織缺陷暴露出來。對有密封要求的汽車鑄鋁件,如氣缸體、氣缸蓋、進氣歧管、制動閥體等, 在進行耐壓密封試驗時,缺陷微孔的存在將導致密封介質的滲漏造成大量廢品,且這些缺陷往往機加工后經試壓才能發現,從而造成工時、原材料和能源的嚴重浪費。為了解決汽車鑄鋁件廢品率高的問題,挽救因上述缺陷可能報廢的鑄件,生產中要采取處理措施,目前使用普遍的技術是浸滲處理 ,即堵漏。所謂“浸滲”,是在條件下把浸滲劑滲透到鑄鋁件的微孔隙中, 經過固化后使滲入孔隙中的填料與鑄件孔隙內壁連成一體,堵住微孔,使零件能滿足加壓、防滲及防漏等條件的工藝技術。
大型鋁鑄件的成本低、工藝性好、重熔再利用節省資源和能源,所以這種材料的應用和發展長久不衰。如研究開發沖天爐-電爐雙聯熔煉工藝及裝備;采用的鐵液脫硫、 過濾技術;薄壁高強度的鑄鐵件制造技術;鑄鐵復臺材料制造技術;鑄鐵件表面或局部強化技術;等溫洋火球墨鑄鐵成套技術;采用金屬型鑄造及金屬型覆砂鑄造、連續鑄造等特種工藝及裝備等。
鑄鋁件鑄造輕合金由于具有密度小、比強度高、耐腐等一系列優良特性 ,將應用于航空、航天、汽車、機械等各行業。特別是在汽車工業中,為降低油耗提高能源利用率,用鋁、鎳合金鑄件代替鋼、鐵鑄件是長期的發展趨勢。其中著重解決沒污染、操作簡便的精煉技術,變質技術,晶粒細化技術及爐前快速檢測技術。為進一步提高材料性能、大限度發揮材料的潛能,可開發鋁合金材料,特別是鋁基復臺材料以滿足不同工況的性能要求;加強簇合金熔煉工藝的研究,續合金壓鑄與擠壓鑄造工藝及相關技術的開發研究;完善鐵合金熔煉設備及相關技術和工藝的開發研究。